One of the most critical areas for refineries to manage from an environmental compliance and safety perspective is the Amine Treating Unit (ATU) which is often a part of the Sulfur Recovery Unit (SRU) and the Tail Gas Treating Unit (TGTU) (Figure 1). The TGTU is designed to convert sulfur compounds into hydrogen sulfide (H2S) that were not initially converted. The H2S created in the TGTU is then reprocessed by the SRU. The SRU tail gas is then heated and sent to a catalytic reactor, where it is cooled and sent to the absorber column in the ATU where amine removes the H2S and some CO2. It is during this process (the Amine Treating Process) and succeeding processes that many corrosion/erosion events occur which can cause setbacks in asset integrity planning.

Figure 1: SRU & Tail Gas Treating Unit
During the Amine Treating process, the “sour” gas (H2S or CO2 “rich”) counter flows the clean (“lean”) amine liquid and absorbs the gases. In this continuous cycle, corrosion may occur due to high Heat Stable Amine Salts (HSAS) that form over time. In addition to this mechanical erosion damage, other areas may “flash” gases due to pressure drops and cause severe, highly localized piping wall loss. As suggested in industry Recommended Practice API 571, HSAS above two wt.% may cause high corrosion rates, and depending on velocity, this may occur at lower concentrations and higher flow rates.
In the following case study, corrosion occurred due to the design of a nozzle in the horizontal position of the exchanger. It was found that the design of a nozzle in the horizontal position of the exchanger causes turbulence (eddy’s) that increases the corrosion rate in specific areas.
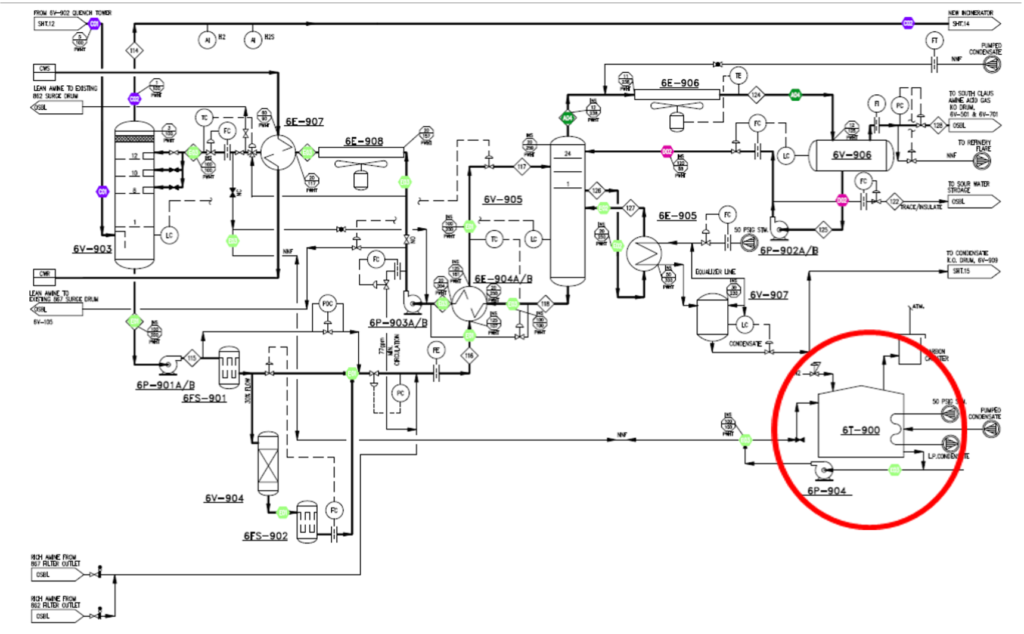
Figure 2: Piping & instrumentation Diagram with Affected Areas Highlighted
Due to the intermittent nature of this erosion-corrosion damage mechanism, achieving a reliable corrosion rate and zeroing in on the most likely affected locations, was challenging. After years of repeated manual ultrasonic thickness inspection at different intervals with limited success (leaks and unexpected downtime occurred), the asset owner decided to go in a different direction. Instead of using a periodic manual inspection approach, the owner decided to turn to ultrasonic (UT) sensors to monitor the damage.
The asset owner, using the help of the inspection, corrosion, and operations teams, mapped out the most likely areas of concern and performed baseline screening to identify sensor locations. Then by temporarily using automated, wireless, battery-operated UT sensors, the owner programmed reading intervals for the sensors to take daily wall-thickness measurements. The measurements were then plotted over time to show the corrosion rate of the asset.
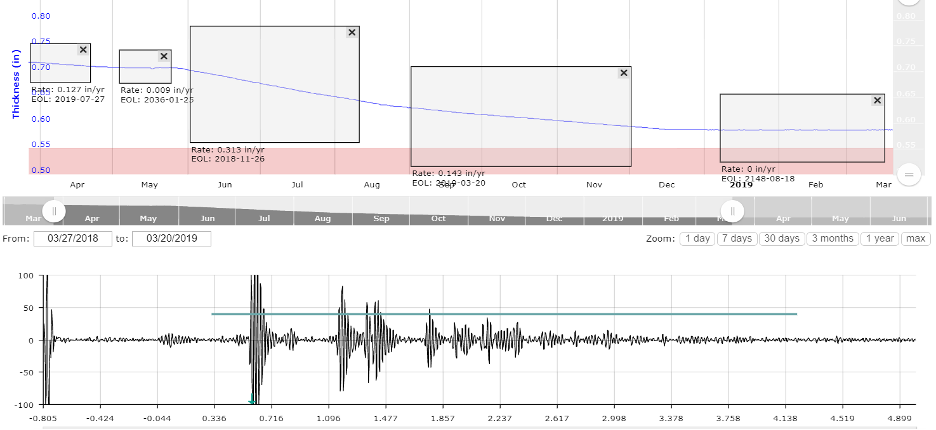
Figure 3: Upper graph: Thickness data (Y-axis) collected over twelve months (x-axis). The lower graph shows the Ultrasonic waveform to make precise (+/1 .001″) thickness readings from the sensor
Within one month of installing wireless UT sensors, the asset owner was able to accurately trend their asset’s corrosion rate. The installed sensor accurately captured the asset damage within .001”. Then with the help of the operations and corrosion teams, the asset owner tweaked process parameters to remediate/reduce the corrosion at this location of the unit. See to the right in Figure 4, a picture of one of the wireless UT sensors.
Before installing microPIMS® there were over six unplanned outages over a 15-year period traced to this issue at an estimated $12M in maintenance cost and $200M in downtime. A $40K investment in a microPIMS® starter kit yielded an ROI of 98% and a payback period of fewer than three months. The ability to trend and remediate the corrosion rate for the tail gas unit allowed the asset owner to safely operate the unit for an estimated 4.62 additional years saving maintenance activities for this unit an estimated $4.8M.

Figure 4: Wireless UT Sensor
In addition, the rest of the site benefits from the long-range wireless infrastructure investment and the placement of sensors across the entire facility. By scaling this strategy across their facility, this refiner expects to expand their digital asset integrity and monitoring program to save millions of maintenance dollars annually.
Sensor Networks Inc. (SNI) is a U.S.-based technology company that specializes in Non-destructive testing (NDT). With dozens of experts and over a hundred years of combined NDT experience, SNI helps customers inspect their assets safely and cost-effectively. SNI has a hands-on approach and individualizes every customer experience.