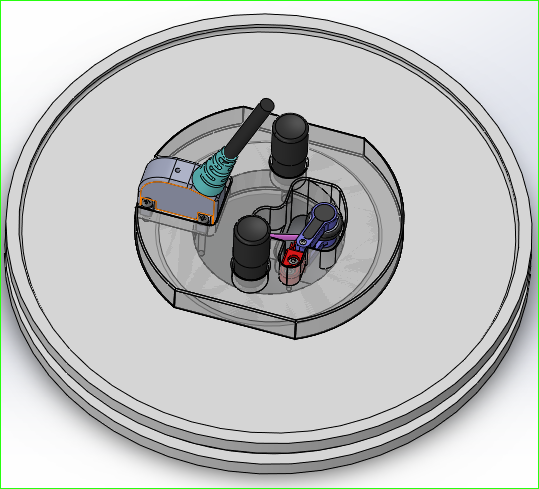


Foreign Objects Search and Retrieval (FOSAR) is a critical task in nuclear power plants, and having efficient tools like the JAWS 2.0™ is paramount to ensure safety and operational efficiency. Xcel’s nuclear sites, Monticello and Prairie Island, recently integrated the JAWS 2.0 ultimate kits into their FOSAR capabilities. These kits proved their effectiveness during routine maintenance at Monticello’s Spent Fuel Pool.

In honor of International Women’s Day 2023, we had the privilege of sitting down with two of our engineers, Natalie Rhoades and Veronica Fitzhugh. Join us as we celebrate their remarkable journey and the collective achievements of women in engineering.

Sensor Networks’ complete range of advanced and high-quality solutions will complement and reaffirm the company’s flagship position in the NDT industry
Explore Eddyfi Technologies product lines